Riflessioni sulla tecnologia del circuito stampato flessibile
Come vengono prodotti i circuiti stampati flessibili e rigid-flex? In questo blog parlo di come i materiali vengono combinati, laminati e tagliati per creare il prodotto finale.
Processi di fabbricazione Flex & Rigid-Flex
Nel mio ultimo post del blog, ho iniziato la nostra discussione sui PCB Rigid-Flex discutendo i materiali usati nella fabbricazione di queste piccole creature flessibili. Come promesso, questa settimana voglio discutere su come questi materiali vengono combinati, laminati e tagliati per creare il prodotto finale. La prossima settimana prenderemo in considerazione tutte queste fasi e affronteremo le sfide progettuali riguardanti il processo di realizzazione dei PCB flessibili.
Costruzione del Flessibile
A prima vista, un tipico circuito stampato flessibile, o rigido-flessibile, ha un aspetto semplice. Tuttavia, la loro natura richiede diverse fasi aggiuntive nel processo di costruzione. L'inizio di ogni tavola rigid-flex è sempre lo strato singolo o a doppia faccia flex. Come accennato la scorsa settimana, il produttore può iniziare con una flessione prelaminata o può iniziare con una pellicola PI non rivestita, per poi laminare o placcare il rame per il rivestimento iniziale. La laminazione della pellicola richiede un sottile strato di adesivo, mentre il rivestimento senza adesivo richiede uno strato "seme" di rame. Questo strato seme viene inizialmente piantato utilizzando tecniche di deposizione di vapore (ad esempio lo sputtering), e fornisce la chiave a cui viene placcato il rame depositato chimicamente. Questo circuito flessibile a uno o due lati è forato, placcato e inciso con gli stessi passaggi dei tipici nuclei a due lati delle schede rigide.
Passaggi della realizzazione del PCB Flessibile
L'animazione GIF qui sotto mostra i passaggi necessari per la creazione di un Flex-Circuit per un tipico circuito flessibile a doppia faccia.

Figura 1: Animazione GIF che mostra il processo di fabbricazione di un circuitio stampato flessibile.
1. Rivestimento Adesivo / Seme applicato
Si applica un adesivo epossidico o acrilico, oppure si usa lo sputtering per creare un sottile strato di rame per una chiave di placcatura.
2. Foglio di rame aggiunto
Sia per laminazione di lamina di rame RA/ED all'adesivo (l'approccio più comune) oppure tramite placcatura chimica sullo strato di semi.
3. Foratura
I fori per le via e i pad sono spesso effettuati meccanicamente. I substrati flessibili placcati possono essere forati simultaneamente combinandoli da più bobine, forando tra i piani di lavoro, quindi srotolando su bobine separate sull'altro lato della perforatrice. I pannelli flessibili pretagliati possono essere combinati e forati tra grezzi rigidi nello stesso modo in cui vengono forati anche i nuclei rigidi, anche se richiede una registrazione più accurata e la precisione di allineamento è ridotta. Per i fori ultra-piccoli è disponibile la perforazione laser, anche se con dei costi aggiuntivi, poiché ogni pellicola deve essere forata separatamente. In questo caso si utilizzano laser Excimer (ultravioletto) o YAG (infrarosso) per una maggiore precisione (microvia), laser CO2 per fori medi (4+ mil). Si possono effettuare perforazioni anche per ottenere fori e ritagli di grandi dimensioni, ma richiedono un processo separato.
4. Placcatura a foro passante
Una volta realizzati i fori, il rame viene depositato e placcato chimicamente allo stesso modo dei nuclei dei pannelli rigidi.
5. Stampa dell'Etch-resist
L'Etch-Resist fotosensibile viene rivestito sulle superfici della pellicola e il modello di maschera desiderato viene utilizzato per esporre e sviluppare il resist prima dell'incisione chimica del rame.
6. Etching (Incisione) e Strippaggio
Dopo che il rame esposto è stato sottoposto ad etching, l'etch-resist viene tolto chimicamente dal circuito stampato flessibile.
7. Copertura
Le parti superiore e inferiore del circuito stampato flessibile sono protette da una coverlay (copertura) tagliata a misura. Possono esserci componenti effettivamente montati su sezioni del circuito flessibile, nel qual caso la copertura funge anche da maschera di saldatura. Il materiale di coverlay più comune è una pellicola di poliammide aggiuntivo con adesivo, anche se sono disponibili processi senza adesivo. Nel processo senza adesivo, viene utilizzata una maschera di saldatura fotosensibile (la stessa utilizzata per le sezioni di scheda rigide), stampando essenzialmente la copertura sul circuito flex. Per i disegni più grossolani e meno costosi, si può utilizzare anche la stampa serigrafica con polimerizzazione finale tramite esposizione ai raggi UV.
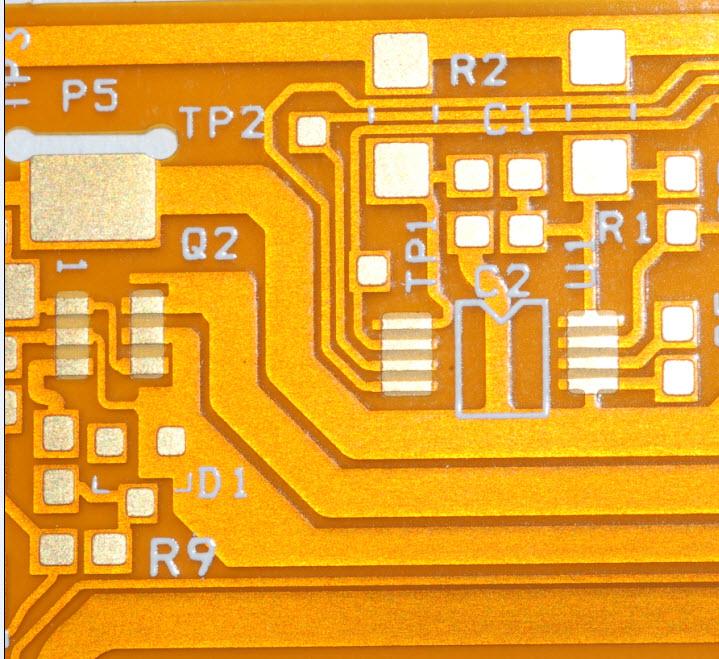
Figura 2: Un esempio di circuito stampato flessibile con Coverlay - si noti che le aperture nel coverlay sono generalmente più piccole dei pad componenti.
Una nota importante riguardo alla coverlay è che in genere viene posizionata solo sulle parti del circuito stampato flessibile che alla fine devono essere esposte. Per i pannelli flex-rigid, ciò significa che il rivestimento non viene posizionato dove si trovano le sezioni rigide, ad eccezione di una piccola sovrapposizione (di solito circa ½ mm). La copertura può essere inclusa in tutta la sezione rigida, anche se ciò influisce negativamente sull'adesione e sulla stabilità dell'asse z della scheda rigida. Questo tipo di rivestimento selettivo viene definito "bikini coverlay" (copertura “bikini”) dai produttori di schede che utilizzano questo processo, perché copre solo lo stretto necessario. Inoltre, gli intagli per i componenti o le piastre di collegamento nel rivestimento lasciano almeno due lati del pannello per ancorarsi sotto di esso. Ne riparleremo nel prossimo post del blog.
8. Ritagliare il flex
L'ultima fase della creazione del circuito stampato flessibile è il taglio. Si parla spesso di "blanking" (tranciatura). L'approccio economicamente vantaggioso alla tranciatura in grandi volumi è dato dall'utilizzo di un set di punzoni e stampi idraulici, che comporta costi di attrezzaggio ragionevolmente elevati. Comunque, questo metodo consente di eseguire contemporaneamente la punzonatura di molti circuiti flessibili. Per i prototipi e bassi volumi di produzione, per la tranciatura viene usato un coltello da tranciatura adatto a questo scopo. Il coltello da tranciatura è fondamentalmente una lama di rasoio molto, molto lunga, piegata nella forma del circuito flessibile e fissata in una scanalatura in un pannello di supporto (MDF, compensato o plastica spessa come il teflon). I circuiti flessibili vengono poi premuti nel coltello da tranciatura per essere tagliati. Per prototipi ancora più piccoli, è possibile utilizzare delle taglierine X/Y (simili a quelle utilizzate per la realizzazione di insegne in vinile).
Laminazione e Routing
Se il circuito stampato flessibile deve far parte di una sovrapposizione combinata rigida/flessibile (che è ciò a cui siamo interessati), il processo non si ferma qui. Ora abbiamo un circuito flessibile che deve essere laminato tra le sezioni rigide. E' come per una singola coppia di strati nuclei forati, placcati e incisi, solo molto più sottili e flessibili a causa della mancanza di fibra di vetro. Come già detto in precedenza, tuttavia, uno strato meno flessibile potrebbe essere realizzato con PI e vetro a seconda dell'applicazione target. Poiché il pannello viene laminato con sezioni rigide, alla fine deve essere incorniciato in un pannello che si accoppia anche con le sezioni rigide del pannello della scheda.
Stackup Laminati
Il circuito stampato flessibile, o flex, viene laminato nel pannello insieme alle sezioni rigide e a qualsiasi altra sezione flessibile, con ulteriore adesivo, calore e pressione. Le sezioni flessibili multiple non sono laminate l'una accanto all'altra. Ciò significa che generalmente ogni sezione flessibile ha un numero massimo di strati di rame pari a 2, in modo da mantenere la flessibilità. Queste sezioni flessibili sono separate da pre-impregnati rigidi e nuclei o fogli adesivi PI con adesivi epossidici o acrilici.
In sostanza, ogni pannello rigido viene instradato separatamente nelle aree in cui il flex potrà, beh, flettere.
Ecco un esempio di processo di laminazione in una scheda rigid-flex, con due circuiti flessibili a due strati incorporati tra tre sezioni rigide. Il layer sovrapposto dovrebbe essere simile a quello mostrato nelle figure 3 e 4.

Figura 3: Ecco come i pannelli flessibili incisi, placcati, rivestiti e tranciati vengono combinati con i pannelli rigidi in vetro epossidico durante la realizzazione di PCB flessibili.

Figura 4: Diagramma dello Stack dettagliato, che include i fori passanti placcati per ogni sezione flessibile, oltre ai fori passanti placcati finali nella sezione rigida, componente importante del circuito stampato flessible.
Nell'esempio mostrato in figura 4, abbiamo due circuiti flex pre-incisione e taglio, ciascuno a doppia faccia e placcato. Il circuito flessibile è stato “blankato” in un pannello di assemblaggio finale, includendo i pannelli per l'incorniciatura - questo manterrà il circuito stampato flessibile piatto durante l'assemblaggio finale dopo la laminazione con le sezioni rigide del pannello. Ci sono certamente alcuni rischi potenziali con un supporto inadeguato dei gomiti dei circuiti flessibili e grandi sezioni aperte durante il montaggio - specialmente nel calore di un forno a rifusione. Affronterò alcuni di questi problemi quando esaminerò gli aspetti di design nel mio prossimo post nel blog.
Viene applicata anche la coverlay - come adesivi laminati con adesivo, o con un processo di stampa fotografica come accennato in precedenza. Una volta che i pannelli flessibili e rigidi finali di questa pila a 6 strati sono stati messi insieme, vengono laminati con gli strati finali di rame più esterni (superiore e inferiore). Poi viene eseguita un'altra perforazione per i fori passanti placcati dall'alto verso il basso. Opzionalmente, è stato possibile realizzare anche via cieche perforate con il laser (dall'alto verso il primo flex, dal basso verso l'ultimo flex), aggiungendo ulteriori spese al progetto.
Le fasi finali della realizzazione del PCB flessibile sono la stampa del soldermask superiore e inferiore, la serigrafia superiore e inferiore e la placcatura di conservazione (come ENIG) o il livellamento ad aria calda (HASL).
Vincoli fisici
Più Sub-Stack Flessibili
Mentre è possibile costruire qualsiasi tipo di stackup con sezioni rigide e flessibili, può diventare ridicolmente costoso se non si tiene conto delle fasi di produzione e delle proprietà del materiale in questione. Un aspetto importante del circuito stampato flessibile da ricordare sono le sollecitazioni all'interno dei materiali che si verificano quando il circuito si piega. Anche in questo caso, il rame è noto per essere soggetto a incrudimento (quindi rafforzamento) e alla fine si verificheranno fratture da affaticamento, con cicli di flessione ripetuti e raggi di curvatura ridotti. Un modo per mitigare questo problema è quello di utilizzare solo circuiti flessibili monostrato, nel qual caso il rame risiede al centro del raggio di piegatura mediano e quindi il substrato e la copertura della pellicola si ritrovano nella massima compressione e tensione, come mostrato nella figura 5. Poiché la poliammide è molto elastica, questo non è un problema, e durerà molto più a lungo con i movimenti ripetuti rispetto a strati multipli di rame.

Figura 5: Per circuiti di piegatura altamente ripetitivi, è preferibile utilizzare il rame RA nel flex monostrato per aumentare la durata di buon funzionamento (in cicli prima del guasto) del rame nel circuito stampato flessibile.
Sulla stessa linea, spesso è necessario avere più circuiti flessibili separati, tuttavia è meglio evitare di avere piegature in sezioni sovrapposte dove la lunghezza delle sezioni flessibili limita il raggio di curvatura. Ah! Sto andando troppo avanti - la prossima settimana scriverò di più su queste considerazioni sul design.....
Perline adesive
Come ho detto la scorsa settimana, ci sono momenti in cui è necessario considerare l'uso di rinforzi dove il circuito stampato flessibile esce dalla scheda rigida. L'aggiunta di una perlina di resina epossidica, acrilica o hot-melt contribuirà a migliorare la longevità dell'assemblaggio. Ma la distribuzione di questi liquidi e la loro polimerizzazione possono aggiungere fasi laboriose al processo di produzione.
L'erogazione automatica del fluido può essere utilizzata, ma è necessario fare molta attenzione a collaborare con gli ingegneri dell'assemblaggio per essere sicuri di non ritrovarsi con gocce di colla che gocciolano sotto l'assemblaggio. In alcuni casi la colla deve essere applicata a mano, il che aggiunge tempo e costi. In entrambi i casi, è necessario fornire una documentazione chiara per la fabbricazione e l'assemblaggio.
Rinforzi e Terminazioni
Le estremità del circuito stampato flessibile terminano generalmente in un connettore se non verso l'assemblaggio della scheda rigida principale. In questi casi, la terminazione può avere un rinforzo applicato (nella maggior parte dei casi poliimmide con adesivo) o FR-4. Generalmente, quindi, è conveniente lasciare le estremità del flex incorporate anche all'interno delle sezioni rigido-flessibili.
Il pannello
Il circuito rigid-flex resta insieme nel suo pannello per il processo di assemblaggio, in modo tale che i componenti possano essere posizionati e saldati alle terminazioni rigide. Alcuni prodotti richiedono che i componenti siano montati anche su flex in alcune aree, nel qual caso il pannello deve essere assemblato con aree rigide aggiuntive per supportare la flessione durante il montaggio. Queste aree non sono attaccate al flex e vengono instradate con procedimento a profondità controllata (con dei “morsi da topo”) e infine perforate a mano dopo il montaggio.
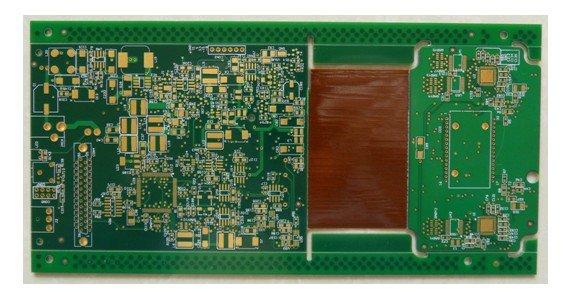
Figura 6: Esempio di pannello Rigid-Flex finale. Si noti che questo ha i bordi anteriore e posteriore della scheda, oltra al circuito flessibile, instradati. I lati rigidi sono scanalati a V per poterli staccare in un secondo momento. In questo modo si risparmia tempo per il montaggio nella struttura e nella realizzazione del PCB in generale.
Conclusione
Anche in questo caso, si tratta di una panoramica piuttosto leggera del processo di fabbricazione dei pannelli rigido-flessibili, ma comunque dà un'idea sufficiente sull'argomento, perciò nel prossimo post del blog potrò discutere molte delle considerazioni progettuali che influenzano profondamente la produzione e il successo di queste.