Typowe usterki w procesie montażu powierzchniowego, jakich należy unikać podczas lutowania
Zautomatyzowane lutowanie płytki PCB przy użyciu robota
Ponieważ coraz więcej projektów wykorzystuje mniejsze podzespoły wykonane w technologii montażu powierzchniowego (SMT), usterki w procesie montażu powierzchniowego mogą się piętrzyć i wpływać na wydajność ze względu na rozmaite problemy projektowe i produkcyjne. Te problemy mogą być nieznaczne i w przeszłości mogły mieć znikomy wpływ na wydajność, jednak mogą prowadzić do szybkiego wzrostu kosztów przeróbek i należy im zapobiegać. Oto pewne podstawowe usterki w procesie montażu powierzchniowego, którym można zapobiec podczas projektowania i montażu.
Mostkowanie między padami
Mostkowanie jest typowe dla lutowia o małej lepkości i powoduje zwarcie między sąsiadującymi padami. Może również wystąpić, gdy temperatura wykracza poza idealny zakres lutowania, co prowadzi do złego nawilżenia lub nadmiernego wyschnięcia. Kluczem do rozwiązania tego problemu jest pozostawienie strefy izolacyjnej dla maski lutowniczej wokół padów (tj. wokół padów nieprzeznaczonych do pokrycia maską lutowniczą, tzw. NSMD). Ta strefa zapewnia przestrzeń, do której nadmiar lutowia może się wsączyć, w efekcie blokując możliwość wpłynięcia między dwa sąsiadujące pady. Działą to podobnie do zapory maski lutowniczej między podzespołem BGA a jego przelotką w wyprowadzeniu w kształcie kości dla psa.
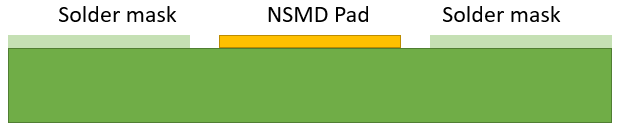
Zapobieganie usterkom, takim jak mostkowanie, poprzez zastosowanie strefy izolacyjnej dla maski lutowniczej podczas montażu powierzchniowego SMT
Odwilżanie
Odwilżanie to problem związany z doborem pasty lutowniczej. Ten problem rzadko występuje w przypadku bezołowiowych past rozpuszczalnych w wodzie, aczkolwiek może się pojawić w pastach na bazie halogenków podczas lutowania na wykończeniach HASL. Może się on również pojawić w przypadku silnego utlenienie powierzchni przewodnika lub gdy pasta lutownicza straci swoje właściwości (tj. topnik stanie się nieaktywny). Dzięki użycie bardzo aktywnej pasty lutowniczej luty mogą silnie związać się z padem podczas montażu. Należy również jak najdokładniej oczyścić łączone metale zostały ze wszystkich tlenków. To zniweluje napięcie powierzchniowe i zapobiegnie rozciąganiu lutowia w poprzek padu oraz kształtowaniu się kulki podczas krzepnięcia.
Inną częścią procesu, która pomaga zapobiegać odwilżaniu, jest przepuszczenie azotu przez piec przepływowy podczas lutowania. To pomoże zapobiec tworzeniu się tlenków w wysokotemperaturowym piecu. Należy również sprawdzić, czy grubość powłoki jest wystarczająca (co najmniej 5 mikronów). Oba te środki zaradcze pomogą zapobiec tworzeniu się tlenków oraz dyfuzji do powłoki podczas spawania.
Słabe nawilżanie w przypadku lutowia bezołowiowego
Bezołowiowe stopy lutownicze cyny, srebra i miedzi mają istotne znaczenie dla spełnienia wymogów dotyczących ograniczenia stosowania substancji niebezpiecznych (RoHS), ale w przypadku lutowania do nieosłoniętej miedzi mogą wykazywać słabą nasiąkliwość. Jest to jeden z wielu powodów stosowania wykończeń powierzchniowych na nieosłoniętych przewodnikach. Wykończenia powierzchni wykonane z cyny, srebra oraz ENIG zapewniają lepsze nawilżanie.
Temperatura szczytowa podczas lutowania również musi mieścić się we właściwym zakresie. Bezołowiowe stopy lutownicze cyny, srebra i miedzi najlepiej wiążą w temperaturze ok. 240°C, a lutowanie poza tym zakresem może prowadzić do problemów z nawilżeniem; na ilustracji poniżej pokazano przykład sferoidyzacji w przypadku obudowy BGA. Bezołowiowe stopy lutownicze używane do montażu podzespołów BGA mogą rodzić konieczność zastosowania większych odległości wysunięcia, ze względu na większe napięcie powierzchniowe, a przed rozpoczęciem produkcji na pełną skalę należy sprawdzić wysunięcie/profil temperatury na podstawie próbki.
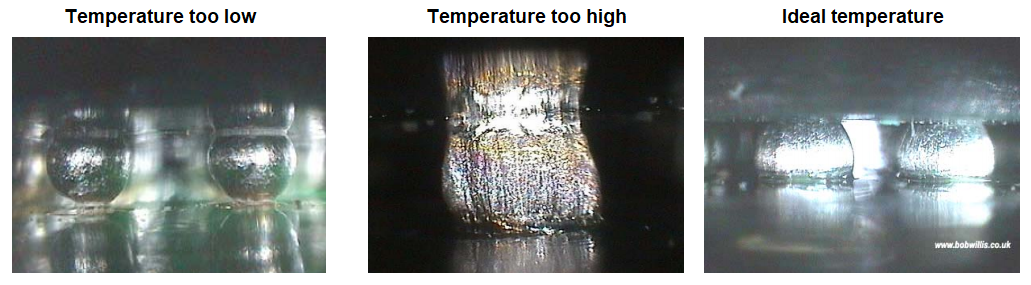
Usterki w procesie montażu powierzchniowego SMT wynikające z niewłaściwej temperatury [Źródło].
Przesunięcie i odpadanie podzespołów
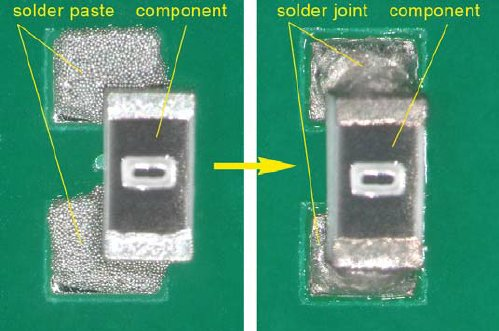
Odpadanie to także problem związany z nawilżeniem. W idealnym procesie lutowania roztopione lutowie jednocześnie zwilża wszystkie pady podzespołu SMT. W sytuacji, gdy pady po jednej stronie zwilgotnieją (tzn. osiągną wystarczająco wysoką temperaturę) przed padami po drugiej stronie podzespołu, krzepnący stop lutowniczy pociągnie podzespół. To niedopasowanie sił po obu stronach podzespołu może spowodować nieznaczne uniesienie się jednej strony podzespołu z padu lub przesunięcie względem idealnego położenia na padzie. W niektórych przypadkach podzespół pozostanie zamocowany do padu poprzez lut, jednak rezystancja styku może być wysoka, a wiązanie może być słabe.
W sytuacji ekstremalnego niedopasowania temperatury, np. gdy jeden koniec podzespołu w ogóle nie będzie zwilżony, może to skutkować wystawaniem podzespołu na jednym końcu, co nazywa się odpadaniem. Jest to powszechny problem dotyczący rezystorów i kondensatorów SMT. Odpadanie podczas lutowania przepływowego może mieć rozmaite przyczyny. Najbardziej powszechną jest nierównomierna temperatura w piecu przepływowym, co może prowadzić do szybszego nawilżania lutowia w różnych obszarach płytki PCB niż w innych. Nierównomierne nałożenie pasty lutowniczej podczas montażu również może skutkować różnym nawilżeniem na płytce.
Z perspektywy projektowania grupy podzespołów z niewyrównanymi padami są podatne na zł nawilżanie i odpadanie podczas lutowania przepływowego. Rozmiary padów również wpływają na różnice temperatur podczas lutowania przepływowego; większe pady wymagają więcej ciepła do osiągnięcia określonej temperatury, dlatego pady po obu stronach podzespołu powinny mieć jednakowe rozmiary. Definiując rozmiary padów, łatwo można utworzyć zbyt duży pad, a dodatkowa miedź spowoduje rozproszenie ciepła podczas lutowania.
[Źródło].
Przygotowując projekt płytki, koniecznie sprawdź rozmiary padów oraz odstępy między nimi, żeby zapewnić możliwość prawidłowego przylutowania. Zastosowanie izolacji termicznej po zimniejszej stronie podzespołu pomaga zapobiegać odpadaniu podczas lutowania przepływowego. Trzeba zauważyć, że pady i przelotki z izolacją termiczną mają skomplikowaną strukturę impedancji podobną do prawdziwego kondensatora, co może zrodzić pewne problemy z integralnością sygnału w projektach urządzeń o dużej prędkości/wysokiej częstotliwości. Omówię to bardziej dogłębnie w innym artykule.
Punkty projektowe wspomniane powyżej należy sprawdzić podczas kontroli DFM, a nawet zakodować w swoich regułach projektowania. Wydajne narzędzia do projektowania PCB w programie Altium Designer bazują na silniku projektowym opartym o ujednolicone reguły, co pozwala na wykonywanie ważnych kontroli reguł projektowania w całym procesie przygotowywania projektu. Oprogramowanie udostępnia również kompletny zestaw funkcji do planowania produkcji, przeprowadzania symulacji oraz sporządzania dokumentacji na jednej platformie.
Pobierz bezpłatną wersję próbną oprogramowania Altium Designer i dowiedz się więcej o najlepszych w branży narzędziach do rozmieszczania podzespołów, symulacji oraz planowania produkcji. Porozmawiaj z ekspertem Altium, aby dowiedzieć się więcej.